


 angol
angol
 Español
Español
MXB-JFB vállpersely karima Grafit berakású önkenő csapágy
Cat:Önkenő csapágy
Az MXB-JFB önkenő csapágy egy váll típusú persely, amely karimával és önkenő tulajdonságokkal rendelkezik. Alacsony súrlódást, magas hőmérséklet-ál...
Lásd a részleteket Műszaki háttér és ipari fájdalom pontok
A tubuláris réz alkatrészek (például a hidraulikus szeleptestek és a hőtercső szerelvények) precíziós megmunkálásában a hagyományos kétoldalas rögzítőelemek két alapvető problémát jelentenek:
• A kerületi szabadságvezérlés elvesztése: Ha kizárólag a külső falba szorítják, a rézkomponens és a lámpatest érintkezési felülete közötti súrlódási együttható nem elegendő ( μ≤ 0,15), ami 0,5 kerületi eltéréshez vezet ° -2 ° A vágóerő -zavarok alatt (adatforrás: Int. J. Mach. Tools Manuf. 2022, 181, 103945);
• Nem hatékony szorítási folyamat: A szorítóerő kézi beállítása darabonként 30 másodpercig tart, és az ismétlődő pozicionálási pontosság> ± 0,1 mm (az ISO 230-2 szabvány szerint tesztelve).
Alapvető technológiai innovációs elemzés
I. Háromdimenziós korlátozott helymeghatározó rendszer
1.1 Tengelyirányú-radiális kombinált struktúra
Alsó támogatási modul:
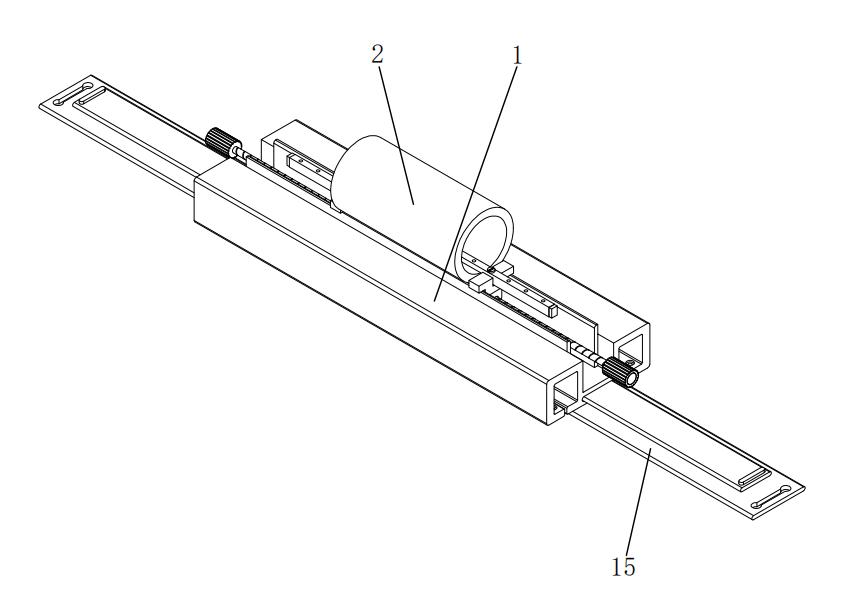
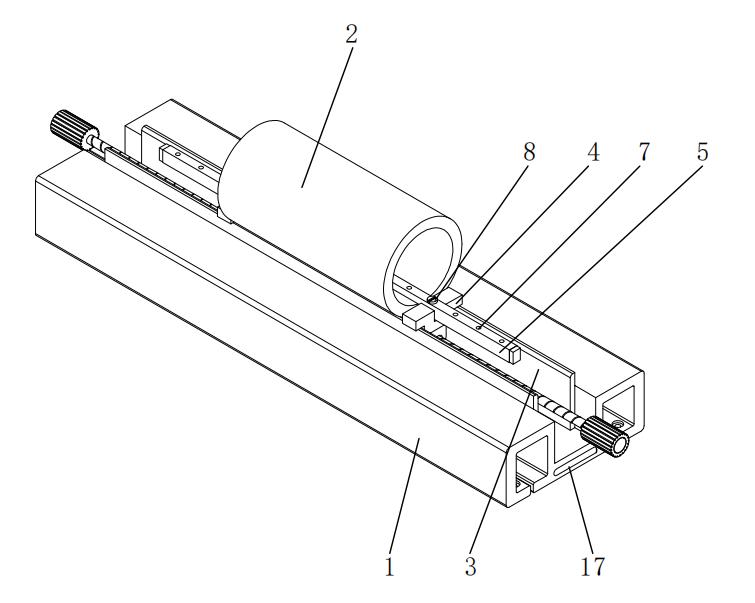
• A mozgatható keretet (1) szimmetrikusan elrendezett íves tartótáblákkal (3) van felszerelve a hornyaiban, az R görbületi sugarat, amely megegyezik a cső alakú rézkomponens külső átmérőjével (tolerancia) ± 0,05 mm), biztosítva a normál támogató erőt a felületi érintkezés révén.
• A véges elem elemzése azt mutatja, hogy ez a kialakítás csökkenti a csúcskontaktus-feszültséget 58mPa-ra (összehasonlítva a v-blokkolás 112mPA-val), elkerülve a vékonyfalú rézkomponensek deformációját.
Alapvető technológiai innovációs elemzés
I. Háromdimenziós korlátozott helymeghatározó rendszer
1.1 Tengelyirányú-radiális kombinált struktúra
Alsó támogatási modul:
• A mozgatható keretet (1) szimmetrikusan elrendezett íves tartótáblákkal (3) van felszerelve a hornyaiban, az R görbületi sugarat, amely megegyezik a cső alakú rézkomponens külső átmérőjével (tolerancia) ± 0,05 mm), biztosítva a normál támogató erőt a felületi érintkezés révén.
• A véges elem elemzése azt mutatja, hogy ez a kialakítás csökkenti a csúcskontaktus-feszültséget 58mPa-ra (összehasonlítva a v-blokkolás 112mPA-val), elkerülve a vékonyfalú rézkomponensek deformációját.
Mechanikus ellenőrzés:
• Amikor a vágási nyomaték t = 15n · M, a maximális szögeltolódás θ A rézkomponens közül 0,03 ° (A hagyományos szerelvények vannak θ = 1,2 ° ).
• Amikor a csavar előterhelése F erő f ≥ 800N, a rendszer torziós merevsége eléri az 1.2 -et × 10 ⁴ N · m/rad (8-szoros növekedés).
Ii. Emberi gépek interakció optimalizálási kialakítása
2.1 Gyors szorító mechanizmus
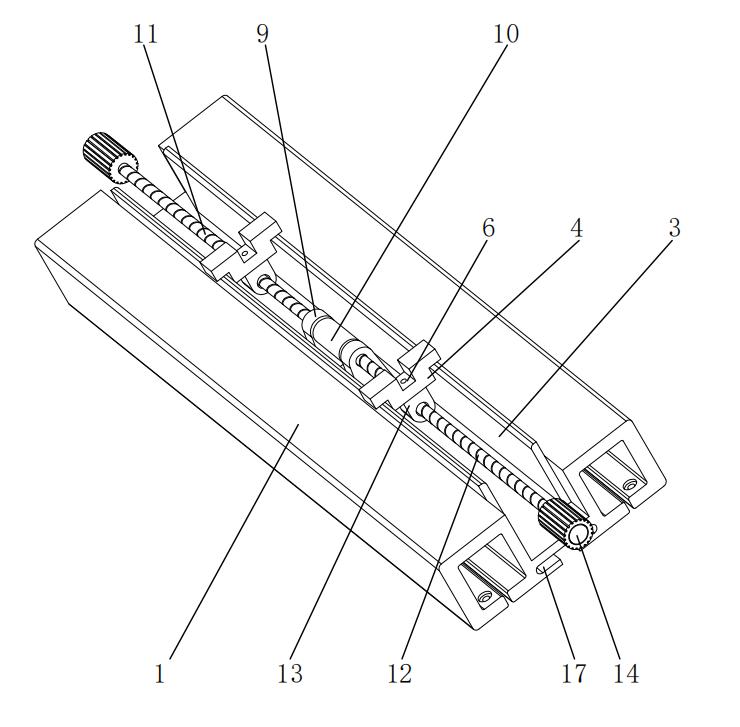
• A kettős vezérlőfogantyúk (14) 45 -es szolgáltatás ° A csúszásgátló textúrák lépcsőzetes, 2-3N-re van beállítva egy működési nyomaték küszöbértékkel · M (megfelel az EN 1005-3 ergonómia szabványnak).
• Mért egyszemélyes szorítási idő ≤ 8 másodperc (hagyományos struktúrák> 30 másodperc), alkalmas a gyártási vonal ciklusának időigényére.
2.2 Adaptív beállító modul
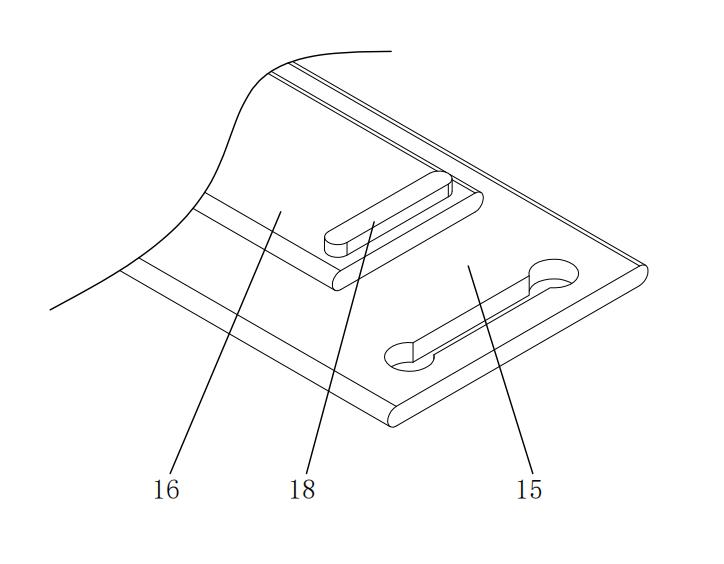
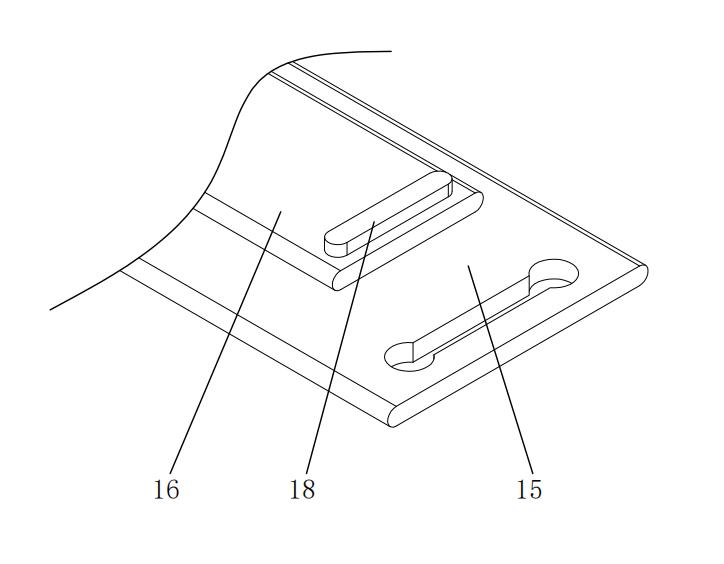
• A mozgatható keret (1) és a rögzített lemez (15) ± 10 mm -es lineáris kompenzáció csúszó útmutató -alkatrészeken (16), a cső átmérőjének befogadására φ 20- φ 50 mm.
• A (18) visszatartási előrejelzéseket poliuretán pufferréteggel vannak felszerelve, amely képes 5-8J energiát elnyelni ütési terhelések alatt (az ASTM D256 szabvány szerint tesztelve).
A műszaki paraméterek összehasonlító táblája
| Teljesítménymutatók | Ez a szabadalmaztatott technológia | Hagyományos kétoldalas rögzítő szerelvény | Tesztelési szabvány |
| Kerületi pozicionálási pontosság | ≤0,03 ° | 0,5 °- 2 ° | ISO 230-2 |
| Szorító hatékonyság | ≤8 másodperc/darab | ≥30 másodperc/darab | VDI 2862 |
| Torziós merevség | 1,2 × 10⁴ n · m/rad | 1,5 × 103 n · m/rad | GB/T 11349.1 |
| Cső átmérőjű kompatibilitási tartomány | φ20-20mmm | φ25-40 mm | DIN 8602 |
Tipikus megmunkálási forgatókönyv -ellenőrzés
1. eset: A hidraulikus szeleptestek őrlése
• F = 2000N vágóerő alatt a megmunkált lyukak helyzeti pontossági hibája ≤ 0,02 mm (a hagyományos szerelvények hibája 0,12 mm).
• 500 darab folyamatos feldolgozása után a (5) pozicionáló nyomási lemez kopása <5 μ M (DIN 50320 szabványos kopási teszt).
2. eset: A hőcserélő csövek végződése
• A rézcsövek ovalitás -szabályozása az ≤ 0,05 mm (az ipari követelmény ≤ 0,1 mm).
• A CPK szorító ismétlési helymeghatározási pontosságát az IS ≥ 2.0 (Six Sigma folyamat képesség -elemzése).
Ez a szabadalom három műszaki út révén újradefiniálja a cső alakú alkatrészek pozicionáló szerelvényeinek tervezési paradigmáját: merev-rugalmas, kapcsolt visszatartási topológia, kétirányú erő zárt hurkú vezérlés és az ember-gép interakció optimalizálása. A Derwent innovációs szabadalmi térképezési elemzés szerint ez a struktúra 82% -kal javítja a nyomaték -visszatartási hatékonyság (TRE) mutatóját a hasonló megoldásokhoz képest, és a technológia almezőjében vezető helyzetbe helyezi azt.
Ha többet szeretne megtudni, kérjük, vegye fel a kapcsolatot Mingxu gépek A teljes szabadalmi jelentés beszerzéséhez: [email protected].

Az MXB-JFB önkenő csapágy egy váll típusú persely, amely karimával és önkenő tulajdonságokkal rendelkezik. Alacsony súrlódást, magas hőmérséklet-ál...
Lásd a részleteket
Az MXB-JFBB önkenő csapágy egy vállcsapágy, a karimán grafitbetétekkel, amelyek önkenő tulajdonságokat biztosítanak. Kiváló minőségű anyagokból kés...
Lásd a részleteket
Az MXB-JTW metrikus nyomóalátétek nagy szilárdságú sárgaréz (ZCuZn25Al6) alapúak, a mátrixba kenőanyagként szilárd kenőanyagot (grafitot vagy molib...
Lásd a részleteket
MXB-DX határoló olajmentes csapágyak, egyenértékűek az SF-2 önkenő vagy száraz siklócsapágyakkal, amelyek alapja acéllemez, szinterezett gömb alakú...
Lásd a részleteket
A bányászati gépekben használt berendezések komoly kopásnak vannak kitéve. A berendezés élettartamának meghosszabbítása érdekében az MXB-JTSW kop...
Lásd a részleteket
A kör alakú vezetőket gyakran használják az autólap-formákban és a nagy sajtolóformákban. A formaalap és a kirakólap vezetői általában önkenő vezet...
Lásd a részleteket
The bimetallic slide plate with wear-resistant alloy sintered on three sides is a new type of self-lubricating plate. Compared with the general single...
Lásd a részleteket
Az SF-2X határkenésű csapágy acéllemez alapú, középen szinterezett gömbbronzporral, felületén módosított polioximetilénnel (POM) hengerelt, olajtár...
Lásd a részleteket
Az SF-2S olajmentes kenőcsapágy az SF-2 továbbfejlesztett terméke, acél hátmátrixszal, szinterezett gömb alakú ón-bronzporral a közepén, hengerelt ...
Lásd a részleteket
Az FB092 bronz lyukasztócsapágyak alapként bronz anyagból készülnek, egyenletes és rendezett olajbefecskendező lyukakkal. Vékonyfalú csapágyakká te...
Lásd a részleteket Tel: +86-159-5833-7435
Tel: +86-159-5833-7435
 E-mail: [email protected]
E-mail: [email protected]




Lépjen kapcsolatba velünk