


 angol
angol
 Español
Español
MXB-JFB vállpersely karima Grafit berakású önkenő csapágy
Cat:Önkenő csapágy
Az MXB-JFB önkenő csapágy egy váll típusú persely, amely karimával és önkenő tulajdonságokkal rendelkezik. Alacsony súrlódást, magas hőmérséklet-ál...
Lásd a részleteket A gördeszkás típusú alkatrészek (például vezető sínek és precíziós csúszkák) kötegelt feldolgozásában a hagyományos szerszámrendszerek két fő szűk keresztmetszettel néznek szembe:
● Rossz ismétlődő pozicionálási pontosság: A többszörös szorító műveletekből származó kumulatív hibák meghaladják a 0,1 mm-t (összhangban az ISO 2768-M osztálytoleranciával), hátrányosan befolyásolva a párzási felületek merőlegességét (általában ≤0,05 mm / 100 mm);
● Nem hatékony szerszámok áthelyezése: A dedikált berendezések közötti váltás több mint 45 percet vesz igénybe, ami a berendezések felhasználási arányát 60% alatt ( Forrás: CIRP Annals 2022, 71 (1), 333-336. ).
Az alapvető technológiai innovációk elemzése
I. Topológiai tervezés a juttatási szorításhoz
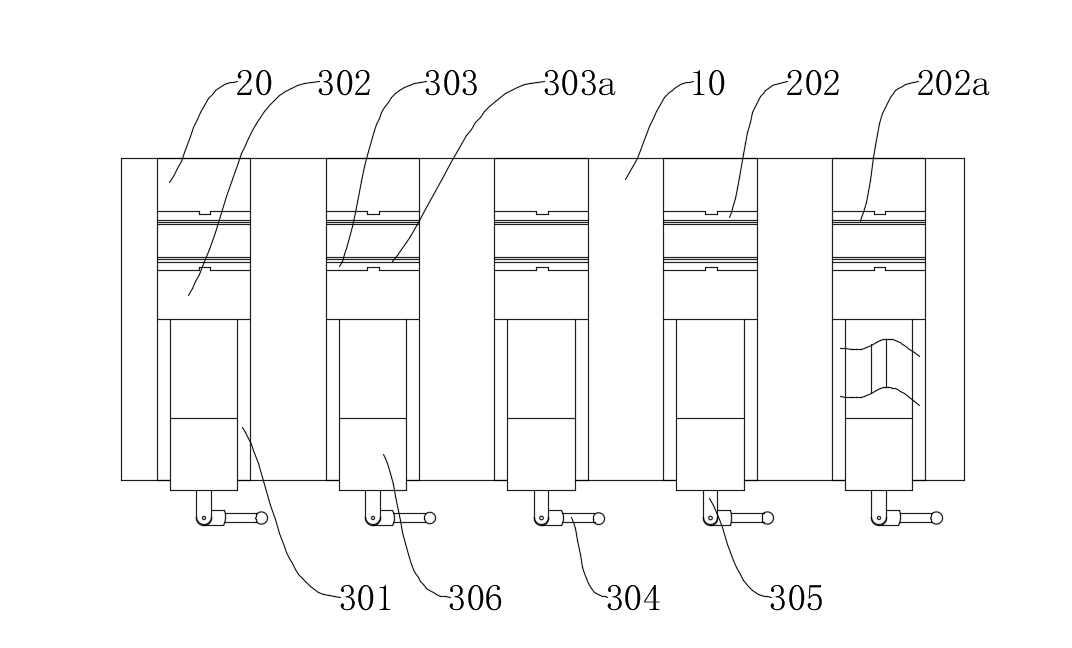
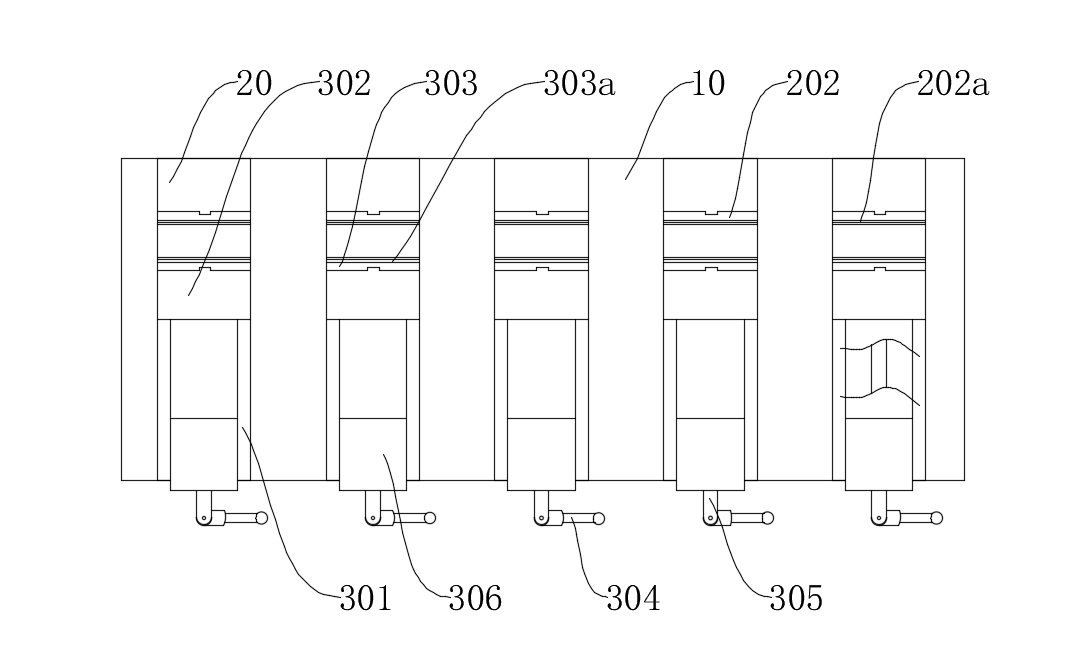
1.1 lépcsőzetes juttatási korlátozás struktúrája
Kétlépéses szorító mechanizmus:
● A rögzített blokk (20) és a (302) szorító blokk első és második szorító lépéssel van felszerelve (202a/303a). Ezeknek a lépéseknek a magassága a megmunkálási támogatással illeszkedik (± 0,01 mm toleranciával);
● A lépés dőlési szögének 75 ° ± 1 ° -ra történő optimalizálásával a véges elem-elemzésen keresztül a mechanizmus eléri a 85% -ot meghaladó nyírási erő-hordozási arányt (ellentétben a hagyományos síkbeli rögzítési módszerek csak 30% -ával).
A megmunkálási pontosság javítása:
● Az oldalsó megmunkálás egyetlen szorító művelet során befejeződik, ≤0,02 mm helyzeti pontossági hibákkal (megfelel a GB/T 1184-K fokozatú szabványoknak);
● A felületi durvaság RA értékét következetesen 0,8 μm alatt tartják (az ISO 4288 szabványoknak megfelelően teszteltük).
Ii. Moduláris gyors szerszámváltási rendszer
2.1 plug-in moduláris architektúra
Kettős rés kialakítása:
● Az első/második rögzítőhely (201/302a) H7/G6 illesztést használ, amely a helymeghatározó kulcsokkal kombinálva ± 0,005 mm ismétlődő pozicionálási pontosságot ér el;
● A modul cseréjének ideje ≤3 perc darabonként (a tényleges mérési adatok alapján), támogatva az 5 mm -es vastagságú munkadarabok váltását.
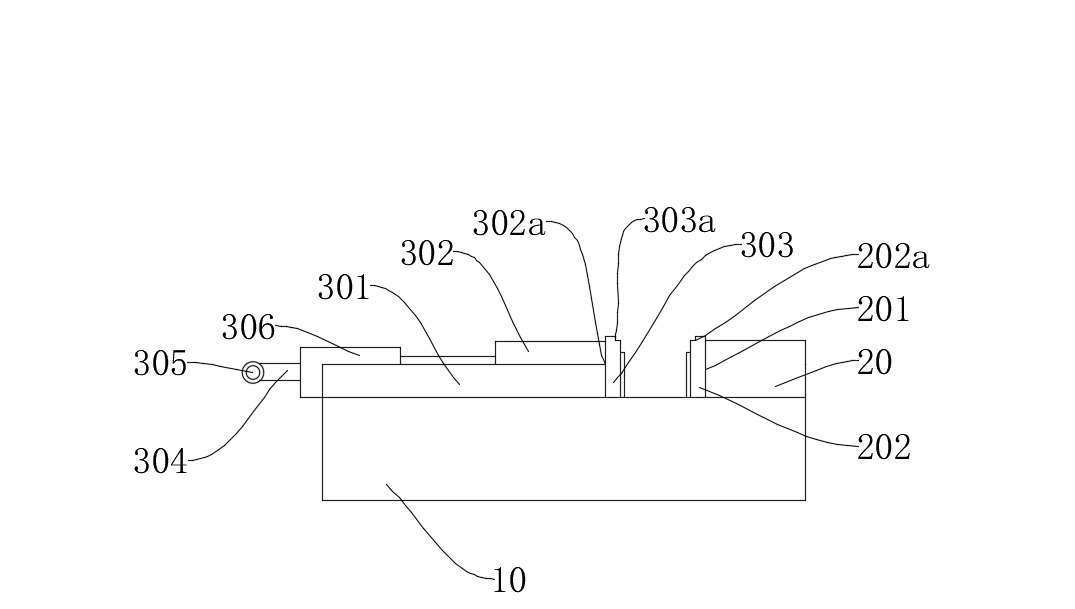
2.2 Erő zárt hurkú meghajtó mechanizmus
● A csavar (305) dupla ólom-trapéz szálat (TR16 × 4p8) alkalmaz, amely az átmeneti blokkkal (306) összefüggésben 4,02 mm-es mikroadagolási sebességet tesz lehetővé forradalomonként;
● A vezérlőrúd (304) tartalmaz egy nyomaték -korlátozót (15N · m -re állítva), hogy megakadályozzák a munkadarabok túlterhelését.
Kulcsfontosságú műszaki paraméter -összehasonlító táblázat
| Teljesítményjelző | Ez a szabadalmaztatott technológia | Hagyományos gördeszka szerszámok | Tesztelési szabvány |
| Ismétlődő pozicionálási pontosság | ≤0,005 mm | ≥0,03 mm | ISO 230-2 |
| Szerszám áthelyezési ideje | ≤3 perc | ≥45 perc | VDI 2862 |
| Felszíni érdesség RA | ≤0,8 μm | ≥1,6 μm | ISO 4288 |
| Maximális rögzítőerő | 12KN | 8KN | DIN 55189 |
Validálás tipikus megmunkálási forgatókönyvekben
1. eset: Lineáris vezető csúszkák megmunkálása
● A megmunkált 18 csúszkát, amelyek különböző specifikációi vannak, kumulatív szerszámváltási idővel 38 perc (a hagyományos szerszámokhoz 13,5 órát igényelne);
● Az oldalsó felületek merőleges hibája ≤0,015 mm/100 mm volt (a GB/T 1184 standard követelménynek ≤0,05 mm).
2. eset: A hidraulikus szeleplemezek csoportos lyuk -megmunkálása
● befejezte a 12 párosító felület megmunkálását egyetlen szorító művelet során, és a pozicionális pontossághoz 1,67 CPK -értéket ért el (a Six Sigma szabványok betartása);
● A szerszám élettartamát 40% -kal meghosszabbítottuk (a rezgési szintek miatt 0,5 g alatt csökkent).
Ez a szabadalom újradefiniálja a kötegelt megmunkálási szerszámok tervezési paradigmáját két technológiai útvonalon keresztül: a támogatási korlátozás topológia optimalizálása és a moduláris erő zárt hurkú vezérlés. Egy újdonságkeresés szerint (a Derwent Innovation segítségével) ez a struktúra eléri a 0,92 átváltási hatékonysági indexet (CEI), ami 210% -os javulást jelent a hasonló megoldásokhoz képest, és a rést mező technológiai élvonalába helyezi.
Ha többet szeretne megtudni, kérjük, vegye fel a kapcsolatot a Mingxu Machinery -vel a teljes szabadalmi jelentés beszerzéséhez: érdeklődé[email protected] .

Az MXB-JFB önkenő csapágy egy váll típusú persely, amely karimával és önkenő tulajdonságokkal rendelkezik. Alacsony súrlódást, magas hőmérséklet-ál...
Lásd a részleteket
Az MXB-JFFB önkenő félcsapágyak olyan csapágyakra vonatkoznak, amelyek a tengely vagy tengely kerületének csak a felét fedik le, támasztva és csökk...
Lásd a részleteket
Az MXB-JDB önkenő csapágyak, más néven grafitbetétes bronzperselyek, új kenőcsapágyak, amelyek fém csapágyak és önkenő csapágyak jellemzőivel is re...
Lásd a részleteket
Az építőiparban az MXB-JUWP önkenő kopásálló lemezeket főként épületszerkezetek védelmére használják. Az épületszerkezetek hosszú távú használata s...
Lásd a részleteket
Az MXB-JSOL önkenő vezetősín egy L-alakú vezetőhorony típusú önkenő vezetősín, amely nagy szilárdságú sárgaréz és grafit kombinációjából készül, és...
Lásd a részleteket
A kiváló minőségű grafit-réz ötvözetből épített MXB-JSL L-típusú öngyilkos vezető sín stratégiailag be van szerelve a penészszerelvényekbe a penész...
Lásd a részleteket
Az MGB61 NAAMS szabványos vezetőpersely megbízható megoldás a precíz, sima vezetőalkalmazásokhoz. Ezt a vezetőperselyt úgy tervezték, hogy megfelel...
Lásd a részleteket
SF-1W lead-free bearing is a new product developed based on SF-1X material according to international environmental protection requirements. In additi...
Lásd a részleteket
SF-1T is a special formula product designed for high PV value working conditions of gear oil pump. The product has special advantages of fatigue resis...
Lásd a részleteket
Az SF-2X határkenésű csapágy acéllemez alapú, középen szinterezett gömbbronzporral, felületén módosított polioximetilénnel (POM) hengerelt, olajtár...
Lásd a részleteket Tel: +86-159-5833-7435
Tel: +86-159-5833-7435
 E-mail: [email protected]
E-mail: [email protected]




Lépjen kapcsolatba velünk